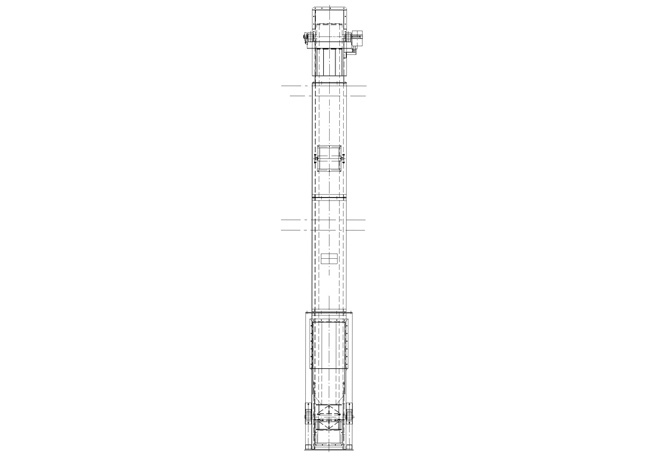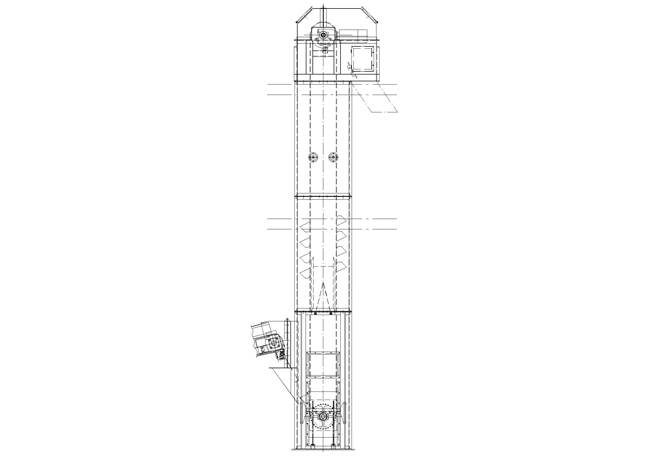






Belt driven bucket elevator systems
In the standardisation of bucket elevators we based our specification on the bucket elevators that are most frequently required for conveying bulk material vertically. We restricted ourselves to standardising belt bucket conveyors for a bucket width of 200 to 630 mm and a centre distance of 5 to 40 m. Chain bucket conveyors are still predominately used for very high lifts (over 40 m) and large-scale output (over 200 m³/h).
The belt bucket elevator has the following advantages:
- less sensitivity to dust and wear
- much lower noise level during operation
- higher conveying speed and, as a result, smaller dimensions for the same output
- centrifugal discharge.
Rubber belts with cotton padding are generally used for smaller and medium capacities. Rubber belts with fully synthetic polyester fabric padding are predominantly used for larger capacities. Careful attention is to be given to the selection of the belt. The selection is principally made on the basis of the material which is to be conveyed and the load, as these factors greatly impact the economic design of the bucket elevator.
In line with the DIN standard, we have designed the shape of our buckets to guarantee optimal transportation of the conveyed material and efficient discharging of the buckets. The belt is attached to the buckets by means of countersunk screws and semi-circular irons. Soft rubber plates are wedged between the bucket and belt in order to ensure a better alignment of the belt to the shape of the bucket and to prevent any conveyed material from getting stuck between the bucket and belt at the deflection. There is a curvature pressed into the rear wall of the bucket which corresponds with the radius of the semi-circular irons. The semi-circular irons press the belt in the hollow of the bucket backing in such a way that there connection parts no longer protrude.